ステンレス材の溶接の注意点とは?失敗を防ぐ重要ポイントを解説

それでも数か月後、溶接部だけが茶色く変色し、腐食が始まる――。
ステンレスの溶接 注意点を調べる方の多くは、この“予想外の劣化”に直面しているか、未然に防ぎたいと考えているはずです。
ステンレス鋼は優れた耐食性と美観を兼ね備えた材料です。しかし溶接という高温工程を経ることで、その特性は大きく変化します。重要なのは「溶接できるか」ではなく、「溶接後も性能を維持できるか」という視点です。
なぜステンレス溶接では特別な注意が必要なのか
不動態皮膜の破壊と再生
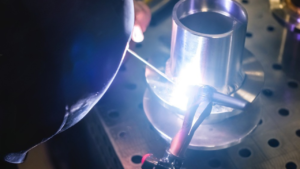
ステンレスが錆びにくい理由は、表面に形成される不動態皮膜にあります。しかし溶接では局所的に1000℃以上に加熱され、この皮膜は一度破壊されます。冷却後に再生しますが、条件が悪いと十分な皮膜が形成されません。
入熱過多による耐食性低下
入熱が大きすぎると、粒界にクロム炭化物が析出し、粒界腐食の原因になります。これを鋭敏化と呼びます。
入熱管理の基礎は、「溶接入熱管理に関して解説」で詳しく解説しています。温度管理は見た目以上に重要です。
代表的なトラブルとその原因
| トラブル | 主な原因 | 影響 |
|---|---|---|
| 溶接焼け | シールド不足 | 耐食性低下 |
| 粒界腐食 | 入熱過多 | 内部劣化 |
| 割れ | 応力集中 | 強度低下 |
溶接焼けはなぜ危険か
焼け色は単なる変色ではありません。酸化皮膜が厚く形成され、耐食性が低下しているサインです。焼け取り処理を怠ると、局部腐食の起点になります。
応力腐食割れのリスク
特に塩化物環境では、引張応力と腐食が重なり応力腐食割れが発生する可能性があります。
施工時に押さえるべき具体的注意点
シールドガス管理
アルゴンガスによる十分なシールドが不可欠です。裏波側のバックシールド不足は、裏面腐食の原因になります。
適正な溶加材の選定
母材と適合しない溶加材を使用すると、成分バランスが崩れます。
予熱と後処理
一般的なオーステナイト系では予熱は不要ですが、マルテンサイト系では割れ防止のために予熱が必要な場合があります。
設計段階での注意点
応力集中を避ける構造設計
鋭角部や急激な断面変化は応力集中を招きます。溶接設計の考え方は、「溶接設計強度に関して解説」で詳しく解説しています。
使用環境の想定
屋外、沿岸部、薬品環境など、使用条件によって鋼種を選定する必要があります。例えばSUS304とSUS316では耐塩害性が異なります。
検査と品質管理の重要性
・外観検査 ・浸透探傷試験(PT) ・酸洗い・焼け取り確認
溶接後の確認を怠ると、後工程で大きな損失につながります。
ステンレス溶接で失敗しないために
ステンレスの溶接 注意点の本質は、「耐食性を守ること」にあります。溶けるから接合できる、では不十分です。
入熱管理、材料選定、後処理、検査。この四つを体系的に管理することが、長期信頼性を確保する鍵となります。
ステンレス溶接は決して難解な技術ではありません。しかし理解せずに行えば、確実にトラブルを招きます。正しい知識こそが最大の防錆対策なのです。