TIG溶接とは?仕組みから特徴・方法・注意点まで徹底解説
TIG溶接(ティグようせつ)は、正式には「タングステン不活性ガス溶接(Tungsten Inert Gas Welding)」と呼ばれる溶接方法です。
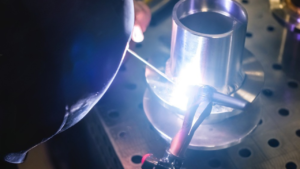
アーク溶接の一種で、非消耗電極であるタングステン電極と母材の間に発生するアーク熱を利用し、アルゴンやヘリウムなどの不活性ガスで溶融部を保護しながら溶接を行います。
「仕組みが難しそう」「どんな場面で使うのか知りたい」という方も多いでしょう。
この記事では、「TIG溶接 とは 仕組み」で検索する方が求めている基礎知識から、メリット・デメリット、種類、選び方、事例、FAQまで徹底的に解説します。
初心者から製造業の設計者・エンジニアまで役立つ内容を整理しました。
目次
1. TIG溶接とは?基本知識と仕組み
TIG溶接の定義
- 正式名称:Tungsten Inert Gas Welding(タングステン不活性ガス溶接)
- 略称:TIG(日本ではJIS規格における呼称)、国際的にはGTAW(Gas Tungsten Arc Welding)とも呼ばれる。
- 原理:非消耗電極であるタングステン電極を用い、アルゴンやヘリウムなどのシールドガスを流しながらアークを発生させ、母材を溶融して接合する。
TIG溶接の仕組み
- タングステン電極と母材間にアークを発生
電気エネルギーが熱エネルギーに変換され、母材を局所的に溶かす。 - シールドガスで酸化防止
溶融金属が酸素や窒素と反応しないよう、不活性ガス(アルゴン・ヘリウムなど)で保護する。 - 必要に応じて溶加棒を供給
材料を補う場合には、別途溶加材(フィラー材)を手動で投入。
使用される主な材料
- ステンレス鋼(SUS304など)
- アルミニウム・アルミ合金
- チタン・ニッケル合金
- 銅・銅合金
2. TIG溶接の特徴・メリット・デメリット
メリット
- 高品質な溶接部が得られる
不活性ガスでシールドされるため、スラグや飛散がなく、外観が美しい。 - 薄板の溶接に強い
精密な熱制御が可能で、0.3mm程度の極薄板でも溶接可能。 - 多様な材料に対応
鉄、ステンレス、アルミ、チタンなど幅広く利用できる。 - 仕上げ性が良い
追加研磨や後処理が少なく、美観を重視する分野で活用される。
デメリット
- 溶接速度が遅い
他の溶接方法(MIGやMAG溶接)に比べて生産性は低い。 - 操作に熟練を要する
両手操作(片手でトーチ、もう片手で溶加棒)が必要な場合が多く、技術習得に時間がかかる。 - 風に弱い
シールドガスが乱れるため、屋外での作業は不向き。 - コストが高い
作業効率やガス代、電源装置のコストを含めると割高になることが多い。
3. TIG溶接の種類・分類
電流の種類による分類
- 直流正極性(DCSP)
- 電極:マイナス極、母材:プラス極
- 浸透力が高く、ステンレスや鉄鋼に適用。
- 直流逆極性(DCRP)
- 電極:プラス極、母材:マイナス極
- 電極消耗が大きいため、実用例は少ない。
- 交流(AC)
- プラスとマイナスを交互に切り替える方式。
- アルミやマグネシウムの酸化被膜除去に有効。
溶接方式による分類
- 手動TIG溶接
溶接工がトーチと溶加棒を操作する方法。精密な作業に向く。 - 自動TIG溶接
回転治具やロボットを用いた自動化。量産ラインやパイプ溶接で活用。 - パルスTIG溶接
電流を断続的に与えることで、入熱を制御しやすく、変形や割れを防ぐ。
4. TIG溶接の選び方・使用上の注意点
適切な条件設定
- 電流値:母材厚みに応じて調整。薄板では低電流が基本。
- シールドガス:アルゴン(99.99%以上の純度)を使用。厚板や特殊材ではヘリウムを併用することもある。
- トーチ角度:15〜20度傾けて母材に向ける。
使用上の注意点
- 酸化防止処理
ステンレスでは裏波(溶接の裏側)もシールドガスで保護する必要がある。 - 変形対策
入熱を最小限に抑え、拘束治具や溶接順序を工夫する。 - 溶接棒選定
母材の材質に合わせた溶加材を使用。例:SUS304ならY308Lが一般的。
5. TIG溶接の導入事例・具体例
5-1. 食品機械業界
- ステンレス配管やタンクの溶接にTIGを使用。
- 美観と衛生性を両立でき、食品衛生法に適合。
5-2. 医療機器分野
- チタン製の手術器具やインプラント部材に適用。
- 精密で高品質な仕上がりが求められる分野に最適。
5-3. 航空宇宙産業
- ニッケル合金やチタン合金部品の溶接に活用。
- 高温強度と耐食性が必要な機器に対応可能。
5-4. 建築・インテリア
- ステンレス製の手すりや外装パネルに利用。
- 外観重視の施工で強みを発揮。
6. TIG溶接に関するよくある質問(FAQ)
Q1. TIG溶接は初心者でも扱える?
→ 可能だが習得には時間がかかる。基礎的な練習を積んだ上で実務に臨む必要がある。
Q2. TIG溶接とMIG溶接の違いは?
→ MIGはワイヤ送給式で自動化しやすく、量産向き。TIGは品質重視で精密溶接に向く。
Q3. TIG溶接で屋外作業は可能?
→ 基本的には不向き。風でシールドガスが乱れるため、風防や仮設囲いが必要。
Q4. TIG溶接の資格は必要?
→ 日本では「JIS溶接技能者評価試験」の合格が推奨される。実務には資格が求められる現場が多い。
7. まとめ・次のステップ
TIG溶接は、
- 美観・品質重視
- 薄板や特殊材の溶接に強み
- 多様な業界で採用される万能工法
という特徴を持っています。
一方で「作業効率が低い」「熟練技術が必要」といった課題もあるため、適材適所での選択が欠かせません。
👉 TIG溶接をさらに深く学びたい方は、実際の現場データやJIS規格を確認しながら、練習や実習を通じて技術を磨くことをおすすめします。
関連記事
-
 溶接品質を左右する溶接棒の使い分け|母材・用途・条件別に判断する実践ガイド
溶接品質を左右する溶接棒の使い分け|母材・用途・条件別に判断する実践ガイド -
溶接の気密性とは何か|漏れない接合を実現するための設計・施工・検査の本質
-
溶接欠陥それぞれの原因を体系的に理解する|再発防止と品質安定のための完全ガイド
-
電気溶接とガス溶接の違いとは?用途・強度・品質で失敗しないための完全ガイド
-
アルゴン溶接とTIG溶接は何が違うのか?混同されがちな名称と本質的な違いを整理する
-
アーク溶接とTIG溶接は何が違う?仕上がり・コスト・用途から読み解く最適な溶接選定
-
レーザー溶接は本当に最適か?メリット・デメリットから導く失敗しない技術選定ガイド
-
ステンレスの溶接で耐食性を守るための完全ガイド