溶接欠陥「オーバーラップ」とは?原因と対策を徹底解説
溶接欠陥「オーバーラップ」とは?原因と対策を徹底解説
溶接作業で発生する欠陥の中でも「オーバーラップ」は、見た目が滑らかでも内部的に融合不良を伴う厄介な現象です。
本記事では、オーバーラップの定義、発生メカニズム、原因、そして現場で有効な防止策を専門的な観点から詳しく解説します。
オーバーラップとは?その定義と特徴
オーバーラップ(Overlap)とは、溶接ビードの端部において溶融金属が母材表面の上に流れ出し、母材と融合せずに盛り上がって固化した状態を指します。
この現象は見た目にはビードが広がったように見えるため、初心者には一見良好に見えますが、実際には融合不良を伴っており、構造物の強度を著しく低下させる危険性があります。
| 項目 | 内容 |
|---|---|
| 欠陥名 | オーバーラップ(Overlap) |
| 発生位置 | ビード端部・溶融境界 |
| 主な影響 | 融合不良・疲労破壊の誘発 |
| 外観上の特徴 | ビード端が滑らかに広がり、母材上に盛り上がる |
オーバーラップが発生する主な原因
オーバーラップの原因は複数ありますが、大きく分けると「施工条件の不適切」「操作技術の問題」「母材形状・姿勢の影響」に分類されます。
1. 電流・電圧設定の不適切
溶接電流が過大またはアーク電圧が低すぎると、溶融金属が過剰に溜まりビード端で表面張力による流れ込みが生じます。
特に電流過大では溶融池が深く広がりすぎ、母材に十分な濡れが得られずにオーバーラップを招きやすくなります。
2. 溶接速度が遅すぎる
トーチや電極の移動速度が遅いと、溶融金属が前方に溜まりやすくなり、重力の影響で流れ出す現象が起きます。
これにより、ビードの端部で表面張力による金属の「流れすぎ」が発生し、オーバーラップの原因となります。
3. トーチ角度・運棒操作の不適切
トーチ角度が前進角(押し角)すぎると、溶融金属が前方に押し出され、ビード端部で融合不良が生じやすくなります。
特に水平や下向き姿勢では、角度の誤りによって金属が母材表面に“乗る”形で固化し、欠陥を形成します。
4. 母材表面の状態
母材表面に油・酸化膜・錆などの汚染物がある場合、濡れ性が悪化して融合しにくくなります。
清掃不足や前処理不良は、オーバーラップの誘因として見落とされがちな要素です。
オーバーラップの見分け方
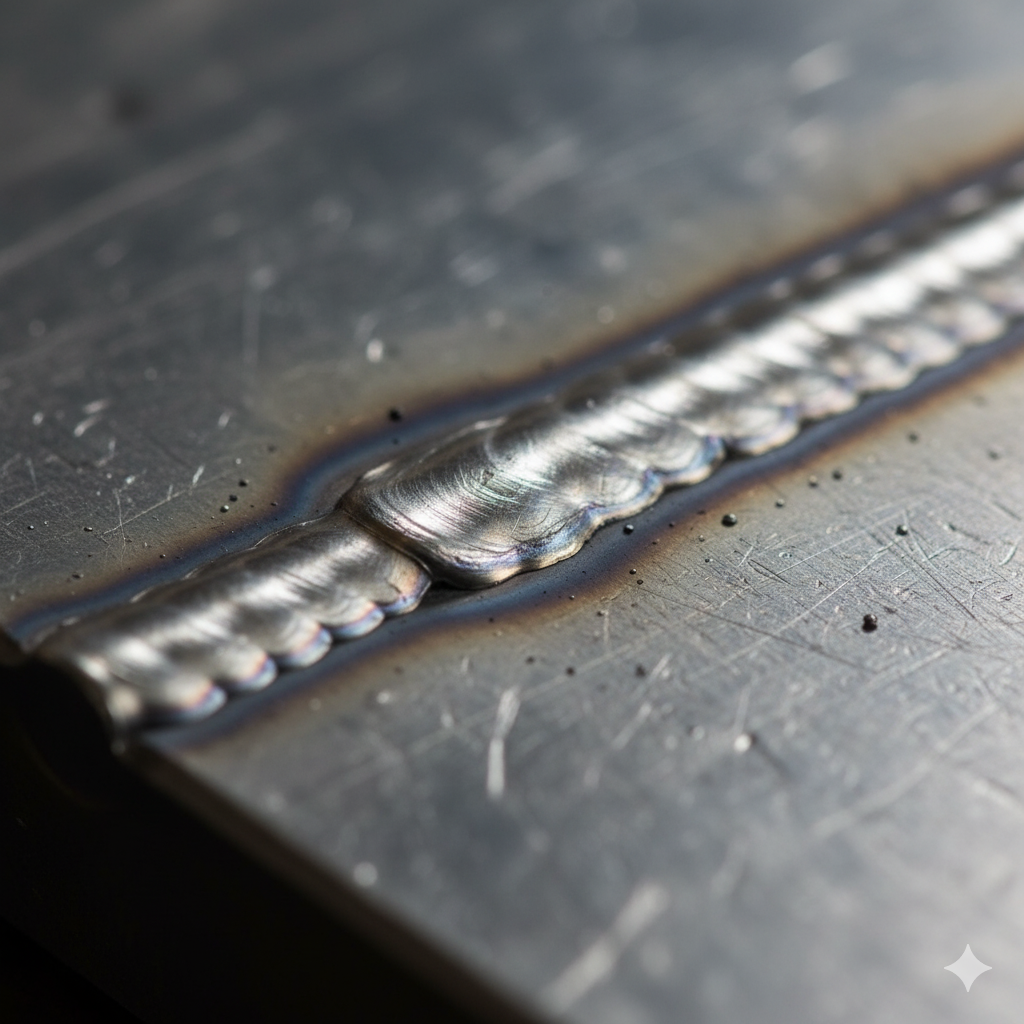
オーバーラップは外観検査や断面マクロ試験で確認できます。外観では以下の特徴が見られます。
- ビード端が母材に滑り込むように広がっている
- ビードと母材の境界に微細な段差がある
- 光沢の変化が不自然に見える
オーバーラップを防止するための対策
1. 適正な電流・電圧設定
電流は材料厚さやワイヤ径に応じて適正化する必要があります。一般的には以下の目安が推奨されます。
| 母材厚み | 電流(A) | 電圧(V) | 溶接速度(cm/min) |
|---|---|---|---|
| 3mm以下 | 80〜110 | 17〜20 | 20〜25 |
| 6mm程度 | 120〜150 | 20〜23 | 25〜35 |
| 10mm以上 | 160〜200 | 23〜26 | 30〜40 |
2. トーチ角度と運棒操作の改善
推奨されるトーチ角度は後退角10〜15°。この範囲では溶融金属が母材後方へ自然に流れ、濡れ性が向上します。
また、左右に小さくウィービングすることでビード端部の融合を安定させることができます。
3. 溶接姿勢の選定と練習
下向き姿勢では比較的安定しますが、水平や上向き溶接では金属が垂れやすくオーバーラップしやすい傾向にあります。
そのため、溶接姿勢ごとのビード制御練習が不可欠です。
4. 前処理の徹底
ワイヤブラシ、溶剤脱脂、軽度の研磨などを行い、母材表面を清浄に保ちましょう。
特にステンレス溶接では酸化膜が濡れ性を著しく悪化させるため、前処理の有無が品質に直結します。
よくある質問(FAQ)
まとめ
オーバーラップは、見た目が良好でも融合不良を伴う危険な溶接欠陥です。
主な原因は施工条件や操作技術にあり、適正な電流設定・角度・清掃を徹底することで確実に防止できます。
品質確保には、外観検査だけでなく断面観察や溶接条件の記録も欠かせません。
関連記事
-
 溶接品質を左右する溶接棒の使い分け|母材・用途・条件別に判断する実践ガイド
溶接品質を左右する溶接棒の使い分け|母材・用途・条件別に判断する実践ガイド -
溶接の気密性とは何か|漏れない接合を実現するための設計・施工・検査の本質
-
溶接欠陥それぞれの原因を体系的に理解する|再発防止と品質安定のための完全ガイド
-
電気溶接とガス溶接の違いとは?用途・強度・品質で失敗しないための完全ガイド
-
アルゴン溶接とTIG溶接は何が違うのか?混同されがちな名称と本質的な違いを整理する
-
アーク溶接とTIG溶接は何が違う?仕上がり・コスト・用途から読み解く最適な溶接選定
-
レーザー溶接は本当に最適か?メリット・デメリットから導く失敗しない技術選定ガイド
-
ステンレスの溶接で耐食性を守るための完全ガイド